熱インターフェース材料(TIM)は、半導体デバイスとヒートシンクなど、機械的に接合された面間の熱伝導を補助するために使用される製品群です。接触させる面は平坦に見えても、よく観察すると、工具の跡、反りや不完全な平坦面、表面の多孔性など、2つの面の接触面の大部分に実際に接触しない不完全な部分があり、見かけの接触面積から予想されるよりも、機械的インターフェースの熱抵抗が非常に高くなります。
熱インターフェース材料は、表面と表面の間の隙間を、その隙間を埋める空気よりも熱伝導率の良い物質で埋め、2つの表面間の熱伝導を改善することを目的としています。一般的なTIMは、それが置き換わる空気に比べて約100倍も熱伝導率が高いため、この差は非常に大きくなります。TIMには様々な用途に対応した製品がありますが、本ページではその概要を紹介し、TIMの選び方や使い方をお伝えすることを目的としています。
ご興味のある方のために説明すると、今回取り上げたような製品は、販売されている製品の形状・特性等からDigi-Keyでは2つの製品ファミリに分類されています。流体状でチューブ状の製品は「サーマル - 接着剤、エポキシ、グリース、ペースト」、固体状でシート状の製品は「 サーマル - パッド、シート」に掲載されており、いずれもファン、熱管理製品カテゴリに分類されています。

図1.(左から右へ)市販ヒートシンクの表面を徐々に高倍率にしたもので、表面を粗くしている工具痕があり、熱インターフェース材料が必要なことがわかります。
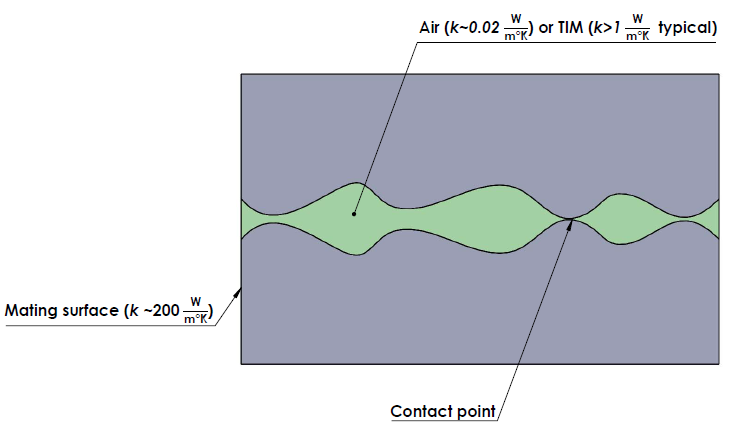
図2. 熱インターフェース断面図で、異なる構成要素の典型的な熱伝導率(k)の値を示します。
TIMのカテゴリと種類
グリース、ゲル、パテおよびペースト

図3. サーマルグリースシリーズの各種製品(画像の縮尺は一定ではありません)
サーマルグリース、ゲル、パテおよびペーストは、室温で流動性があるように製造される熱インターフェース材料の一種で、通常、柔らかいバターや歯磨きペーストに似た粘度を持っています。これらの製品の中には、塗布後に硬化してゴム状になるものもありますが、多くは使用期間中、流動性を保つように設計されています。この分野の用語は実際問題として、特に明確でもなく、曖昧なところがあるため、製品の具体的な性質を理解するには特別な注意が必要です。一般に、「グリース」は平滑な面同士の熱伝導を助けるために薄く塗る非硬化性のもので、「パテ」は凹凸のある面や直接接触していない面の隙間を埋めるために厚く塗る傾向がある材料です。
これらの製品は流動性があることが大きな利点であると同時に欠点でもあります。利点は、組み立て中でもアプリケーションの変動に容易に対応でき、自動化にも適していることで、欠点は、他の油性の物質と同様に、取り扱いが非常に面倒で、プロセスの汚染源となる可能性があることです。また、これらの材料(特にシリコーン系製品)の流動性成分は、時間とともに接合部から移動し、グリースが事実上乾燥し、熱膨張や振動などによる表面間の動きに対して流動性を持たないカサブタ状の物質として残り、性能が低下することが知られています。硬化して固まる製品の場合、よごれが出る可能性は残り、また、硬化処理によってドライアウトの問題はほぼ解決されますが、塗布した部分の再加工、テストプロービング、修理は、特に強い接着性を持つ材料を使用した場合、より問題となる傾向があります。
この種の製品は一般に電気的に非導電性ですが、中には導電性になるよう特別に設計したものもあり、接続されていないはずの回路のノードをブリッジさせることになれば問題が発生します。典型的な用途では電気的特性に依存しませんが、電気的に活性なノードに接触させたり、絶縁特性が回路性能に影響を及ぼす可能性のある用途に使用する場合は、これらの特性に留意し、潜在的な影響を考慮することをお勧めします。
相変化材料(PCM)

図4. 相変化型TIM製品の一例(画像の縮尺は一定ではありません)
相変化材料(PCM)は、通常55~65°C付近の比較的低い温度で固体から粘性のある液体に変化するTIMの一種で、一般にグリースタイプの代替品として使用されています。その特徴的な相変化特性により、室温では固体として取り扱い、加工することができ、高温では流体としての順応性や濡れ性を維持することができる便利な材料です。PCMは、グリースタイプに比べ、手作業での組み立て工程での取り扱いが容易で、ドライアウトの問題がなく、あらかじめ配置しておくことで後からの組み立てが可能、しかもグリースタイプに匹敵する熱性能を持つという多くの利点を備えています。一般的なグリースタイプの製品と比較すると、PCMは誤用に対する耐性が低く、製品コストが高いというデメリットがあります。
PCMは、バルクシートやロール、特定のデバイスのパッケージに合うように予めカットされた形状、擦り付ける消臭剤のようなスティック、最初に塗布した後に乾燥または硬化して固体の相変化材料になるように設計されたディスペンサ式の液体など、さまざまな形態で提供されています。シートタイプや形状に合わせたタイプの製品は、PCMと他の材料を組み合わせて、取り扱いを容易にするための構造的堅牢性の向上や信頼できる電気絶縁特性などの望ましい特性を提供することが多く、そのような製品は「サーマルパッド」などに分類されることが多いようです。
接着剤およびポッティングコンパウンド

図5. 熱伝導性接着剤製品の一例(画像の縮尺は一定ではありません)
熱伝導性接着剤は、熱を伝えながら接着することを目的とした特殊な接着剤で、感圧シートやテープ、硬化液などがあります。一方、サーマルポッティングコンパウンドは、主にシステム内部から外装への熱伝導を促進しながら保護封止することを目的としており、液状で販売されています。最初は流動的な製品も、硬化すると機械的・粘着的特性は様々です。塗布面にほとんど付着せず、硬化すると簡単に剥がせるもの、適度な粘着力を示すもの、永久に付着するように設計されたものなどがあります。硬化したときにゴムのように柔らかく、固いチーズのように簡単に裂ける製品もあれば、比較的硬く、柔軟性のない状態に硬化する製品もあります。
先端材料

図6. グラファイト系TIM製品の一例(画像の縮尺は一定ではありません)
熱分解黒鉛と呼ばれる炭素をベースにした比較的新しいタイプの熱伝導性材料は、熱的に異方的であるという興味深い特性を持っています。その特性は、材料の測定する方向によって変化します。その材料のシートは、厚さ方向には、一般的なTIMと同程度の熱伝導性を持ちます。しかし、面内ではアルミニウムの3~8倍という極めて優れた熱伝導性を持っています。基材自体は薄いシート状で柔軟性があり、適度な導電性を示し、様々なラミネート加工やコンポジット加工により、導電特性、機械特性、粘着特性などが異なる、以下に述べる様々な「サーマルパッド」コンセプトに適応した製品を作ることができるようになりました。このグラファイトベースの材料は、そのユニークな特性から、携帯型民生用機器などの狭い領域での熱の移動に適しており、高度な熱管理ソリューションが必要とされるアプリケーションに適しています。
そもそも「サーマルパッド」とは何でしょうか?
エレクトロニクス業界における「サーマルパッド」という概念は、少し曖昧なところがあります。この用語は、様々な理由から発熱体とヒートシンクの間に置かれる非流動的な物質や物体を指して使われているようです。しかし、サーマルパッドにも異なる目的を持ち、置き換えのできない、いくつかの異なるタイプの製品が存在します。大まかに言えば、3つのカテゴリに分類されます。
1. 電気的な絶縁が重要でない場合に、良好に接合している表面の間に挟むように設計されたもの。
これらの製品の目的は、熱の移動を容易にすることで、それ以外はほとんどありません。「パッド」と呼ばれるものは相変化材料であることが多く、バルクシートやロール状のほか、特定のICパッケージに合わせてあらかじめカットされて販売されている場合もあります。グリースタイプに匹敵する熱性能を持ちながら、汚れることもなく、パッドタイプの中では最も薄い素材です。

図7. 電気絶縁性を必要としないTIMの用途例
2. 電気的絶縁が重要な場合に、良好に接合している表面の間に挟むように設計されたもの。
この種の材料の多くは、電気絶縁性材料の両面に熱伝導性材料をラミネートまたはコーティングした複合材料です。この製品は、熱伝導性が必要で導電性は必要としない場合に使用されるもので、不具合が起こらないようにするためのものです。電気絶縁材料を使わない種類よりも平均的にやや厚いだけで、似たような形状で販売されているため、製品画像からそれらと見分けるのは難しいかもしれません。しかし、熱的には、電気絶縁性TIMは非絶縁性TIMよりも性能が2~5倍劣るため、電気絶縁の必要性を合理的に回避できる場合には推奨されません。さらに、これらの製品では、最適な熱性能を得るために必要な締め付け力は非常に高く、システムの機械的ストレス耐性が熱性能を達成するための要因になることがあります。
デバイスパッケージと実装面との電気的絶縁を主目的とする製品であっても、熱伝導を促進する組成であれば、サーマルパッドに分類されることがあることに注意して下さい。界面熱抵抗を低減するためにサーマルグリースと併用されることが多く、金属缶TO-3パッケージのトランジスタの下に敷くマイカ絶縁体がその代表例です。

図 8. 電気絶縁性TIMがよく使われる用途例
3.良好に接合していない表面の間に挟むように設計されたもの。
部品を実装しているPCBの表面と筐体壁面との間など、不規則で大きな隙間を埋めるために設計されたものです。これは、「無いよりはまし」という程度に、空隙がある状態よりは熱伝導がより良くなります。 「より良い」とは、必ずしも「良い」という意味ではありません。圧縮前の厚さが10mm以上あり、形状に融通が利く固体材料で、サーマルパテやポッティングコンパウンドの代わりに、再挿入やリワーク、クリーンな組み立てを容易にするために選択されることがあります。これらの製品は通常、埋めるために必要とされるギャップが大きいため、それらを組み込んだインターフェースの熱伝達性能は、通常、ここで説明する3つのカテゴリの「サーマルパッド」の中で最も劣っています。したがって、良好に接合している面同士では使用しないでください。

図9. ギャップ充填材が使用される可能性のあるアプリケーションの断面図
TIMの選択基準
電気絶縁特性
2つの表面の間に電気絶縁性の熱インターフェースが必要な場合、利用可能なオプションは大幅に縮小されます。多くのTIMはそれ自体、特に優れた導電性を持つわけではないですし、相手面との直接接触を確実に防止するための機械的特性も備えていません。グリースの薄層は貫通できない壁などではなく、成形または機械加工プロセスで残ったバリ、突起、または破片があると、締め付け力が加えられたときに柔らかい/薄い材料に簡単に貫通する可能性があります。
この場合、電気絶縁バリアと熱インターフェース機能を持つ材料の組み合わせが一般的な解決策となります。歴史的には、マイカ絶縁体の両面にシリコンベースの熱伝導グリースを塗布したものが一般的でしたが、その後、取り扱い性や熱特性を改善した新材料が入手可能になり、好んで使用されるようになりました。これらの製品は、セラミックを充填したグラスファイバや各種ポリマー、ポリイミドとシリコーンゴムのラミネート、および同様のソリューションで構成されます。
機械的要素
素材の厚み
理想的なTIMの厚さは、接合面の間に不要な分離を生じさせることなく、接合面間の空隙とスペースを完全に埋める厚さです。平坦で滑らかな表面の場合、適切な材料は圧縮前の厚みが約0.02インチ(0.5mm)以下になる傾向がありますが、不規則な表面やギャップ充填用途に使用する材料は、一般的にかなり厚くなります。このようなギャップ充填用途では、充填するギャップの極値に基づいて材料の厚みが選択されます。最大のギャップを充填するのに十分な厚みがあり、システム内の最も薄いギャップに押し込むのに過度の力を必要としない材料が望まれます。特に、固体のパッドタイプの隙間充填材は、圧縮して固定するため、基板がたわみ、部品の破損やはんだ接合部の不具合など、不都合が生じることがあります。このような可能性を考慮し、ギャップ充填材の厚み、組成、および配置を選択する必要があります。
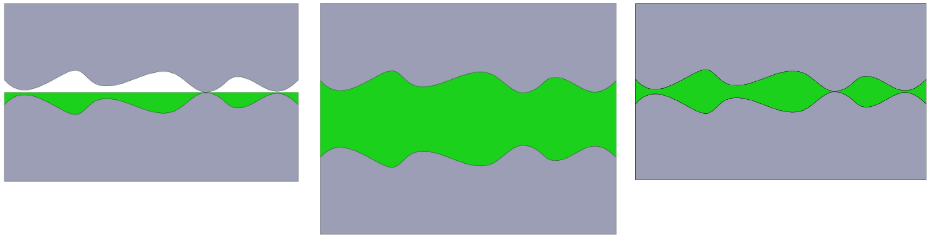
図10. (左から右へ) TIMの厚さが不足、過剰、理想的な場合の図解

図 11. 過度のギャップ充填材による基板のたわみは、部品の破損の原因になります
薄型の場合、平坦度と表面粗さの仕様から理想的なTIMの厚さを選択することができます。良いデータシートには両方が記載されていますが、平坦度が主要な仕様なため、平坦度だけが記載されることがよくあります。表面曲率の正確なジオメトリは通常指定されておらず、与えられた値はしばしば限界最大値(実際の値は与えられた数値よりも良いという意味)であるため、ほとんどの場合、最適なTIM厚を計算することは難しく、ある程度の実験が必要かもしれません。グリースタイプは圧力で流動するため、塗布面を十分に濡らすために必要以上に厚く塗布し、塗布中に余分な部分を絞り出しすことが多いようです。グリース層の厚さを、2つの表面の平坦度の合計と同じにすることで、塗りすぎによる汚れを最小限に抑えることができます。
パッドタイプの固体素材は、もう少し工夫が必要です。流動性がないため、余分な材料が接合部の側面から吹き出して、組み立て後に拭き取ればいいという単純なものではありません。一方、素材の厚みはいくつかの数値に限定して生産される傾向にあり、メーカーが提供する選択肢は限られています。材料の挙動や合わせ面の形状を考慮し、ギャップを埋めるのに十分な厚さのTIMを選んでください。相変化する材料を使用する場合はどうでしょう?材料は必要に応じて溶けて再配置されるので、アプリケーションが材料の溶融温度に到達し、その際に締め付け力を維持できるのであれば、グリースタイプの製品に提案されている平坦度の合計のガイドラインは妥当な出発点であると言えます。電気絶縁性TIMを使用する場合はどうでしょう?これは、電気絶縁体の両面に、より適切なTIMをラミネートしたもので、絶縁体の厚みは多くの場合、接合面のギャップを埋めるためにカウントされません。表面形状の情報を利用して、コンフォーマルで電気的に非絶縁な層の厚みに基づいた材料選択を行ってください。この場合、コンフォーマル・レイヤの厚さは、2つの表面の平坦度のうち大きい方のスペックに等しいことが良い出発点となります。
なお、上記の提案は、表面平坦度のスペックが表面粗さのスペックよりはるかに大きいことを想定しています。反対の場合は、代わりに粗さの数値を使用し、2つの寸法が同等の場合は表面粗さと平坦度の合計を使用します。

図12. 表面粗さと平坦度の説明図
締め付け方式
合わせ面を機械的に締め付ける方法は、TIMの選択に何らかの影響を与えます。TIM には粘着性のあるものがあり、熱伝導と機械的固定の両方の問題に同時に対処できます。しかしヒートシンクをデバイスに接着し、他のサポートがない場合、機械的な衝撃や振動に弱いため、多くの熱エネルギーを伝達する必要がある場合(大型で重いヒートシンクを意味する)、大きな揺れや振動が予想される場合はこの方法は推奨されません。
また、機械的な締め付け方法としては、ネジ式ファスナーを使用する方法があります。身近で効果的な方法ですが、初期組み立て時や使用期間中に安定したクランプ圧を得るためには、細かい配慮が必要です。また、ネジ式ハードウェアは、3次元空間において数百分の1インチ(約1mm)以内に穴を正しく並べる必要があり、小さな部品が多数存在するため、比較的高価で組み立てが面倒な傾向があり、特に合わせ面間の電気絶縁を維持する必要がある場合は、なおさらです。

図13. ネジ式ファスナーを使用した組立品の分解図
特に、相変化材料を使用する場合、ボルト自体の伸縮性よりもさらに弾性を持たせるために、変形可能なワッシャを使用することが推奨されます。相変化型TIMは、融点まで加熱すると材料が流動し、有効厚みが大きく減少することがあり、固体の状態で適切に締め付けたボルトが、TIMが液化することで緩むことがあります
熱移動を目的とした固定手段としては、ある種のスプリング式クランプが好まれます。一般的に、ネジ式ファスナーよりも安定した締め付け力を維持することができ、機械的に堅牢で組み立て公差に余裕があり、合わせ面間の電気絶縁障壁を維持する難しさを最小限にするように設計することが可能です。相変化材料は、融点以上に加熱すると厚みが変化するため、スプリング式クランプの使用を推奨します。

図14. スプリングクリップを使用した組立品の分解図
熱伝導率/熱抵抗
熱伝導率とは、電気伝導率に類似した物質の特性で、熱エネルギーがバルク物質を通過する容易さを表し、電力を距離と温度の積で割った単位(W/m°C)で表されます。他の条件がすべて同じであれば(そうであることは稀ですが…)、熱伝導率の高いTIMは、低い数値のものより熱を伝えやすくなります。これは材料そのものの特性であり、部品の大きさには基本的に依存しません。このため、熱伝導率は異なる材料を比較するのに有効な指標ですが、必要な数値を得るまでに余計なステップが増えるため、設計目的ではあまり便利とは言えません。
熱抵抗はその逆です。特定の部品の形状に完全に依存しており、設計する上でかなり便利です。これは温度を電力で割った単位(°C/W)を持ち、熱抵抗に流れる電力量をかけるだけで、その抵抗の両面の温度差を求めることができます。熱抵抗はサイズに依存する量なので、あるTIMの品番で示される熱抵抗の数値には、ガソリンなどのバルク材料の価格と同じように、必ず何らかの形で寸法的な条件が付されています。1リットルあたりの価格と、1ガロンや1バレルあたりの価格は異なります。同様に、TIMの熱抵抗値も1平方インチなのか1平方センチメートルなのか、あるいはそれ以外の数値なのかがわからなければ意味がありません。多くの場合、熱抵抗値は文脈上意味のある用語で引用されることになります。例えば、TO220デバイスのパッケージに合わせて特別にカットされた部品は、標準的なTO220テストパッケージを使用して測定された熱抵抗値が引用されます。ロールやシートのバルク品として販売する場合は、単位面積当たりの値を提示することになります。材料の厚さも要因の1つです。TIMの品番で示される熱抵抗値は、その品番の厚みでの値を指していることは間違いありませんが、その厚みを保証するものではありません。
さらに、適用される締め付け力の大きさは、特定のTIM品番の観察された熱抵抗に大きな影響を与える可能性があります。直接的な比較にはなりませんが、製品の測定単位に加えて、通貨単位を特定しないと価格が意味の無いものになるという意味では、ガソリン価格のアナロジーも有効です。リッター10という価格は、ジンバブエの話なのか、USドルの話なのかで、いいのか悪いのかが変わってきますね。従って、示された熱抵抗の数値で材料間の公平な比較を行うには、両方の数値が同じサンプルサイズと締め付け力を基準にしていることが必要です。そして、この2つの特性を決定する情報のどちらか、あるいは両方が欠落している場合、TIMの熱抵抗値は本質的に意味をなしません。

図15. 材料中の熱の流れと熱伝導率および熱抵抗の計算の説明図
経時変化による性能の変化
長時間使用されるアプリケーションや、頻繁に温度が変化するアプリケーション(固体照明など) では、「ポンプアウト」や「ドライアウト」などの現象により、時間の経過とともに TIMの性能が低下することが考えられます。「ポンプアウト」とは、熱膨張と熱収縮の結果、TIMが界面から押し出される現象で、存在しなくなったTIMは、明らかに熱伝達の役には立ちません。流動性のあるグリース状の製品が最も影響を受けやすく、流動性のない固体材料は影響を受けません。「ドライアウト」とは、TIMが熱的に膨張・収縮する際に、合わせ面の接触を維持するために必要な動きを妨げる適合性の喪失のことを言います。この場合も、グリースタイプの製品が最も影響を受けやすく、特にシリコーン系の製品は「ドライアウト」しやすいと言われています。熱伝導性グリースは、酸化アルミニウムなどの熱伝導性物質を微粉末にし、シリコーンオイルを必要な量だけ混ぜたものが一般的で、簡略化されたレシピとなっています。シリコーンオイル(実際には多数の関連化合物の総称)は、塗布した面全体に広がる性質があり、毛細管力(多くの液体が、密着した面の間で「吸い上げ」る性質)と相まって、グリース中のオイルが行き着く先を決定します。高温で合わせ面間の隙間が比較的大きい場合(数十ミクロン以上との情報もあり)、グリースのシリコーン部分が接合部から移行し、グリースの固体成分が残る傾向があります。それにより接合部の熱伸縮に伴うインターフェース材の動きを促進する流動化剤の効果がなくなります。
アプリケーションの容易さ/製造性
生産現場では、サーマルインターフェースのアプリケーションとアセンブリに関連するコストが、ソリューションの総コストに大きく影響することがあります。締め付け力の必要性、二次硬化作業、工程の自動化の容易さ、工程の一貫性の必要性など、すべてが組み立てコストに影響を与えますので、見過ごすわけにはいきません。例えば、温度変化が少ないアプリケーションでは、サーマルグリースの代わりに粘着式のサーマルテープを使用することが有効です。サーマルインターフェース素材は機械的な取り付けも可能なため、取り付けハードウェアのコストを削減できます。組み立て時間を短縮し、グリース塗布による汚れも防げます。テープ製品自体は、サーマルグリースの10倍、100倍のコストがかかり、性能も劣るかもしれませんが、十分な性能があり、人件費や取り付け金具のコスト削減で高い製品コストをカバーできるのであれば、テープ製品は良い選択と言えるかもしれません。
材料の適合性
材料の適合性の問題は、多くの電子機器用途では大きな問題ではないため、見過ごされがちです。しかし、それが大きな問題となる場合もあります。例えば、多くのガスセンサや湿度センサはシリコーン蒸気にさらされるとダメージを受けるため、同じエンクロージャでシリコーンベースのTIMを使用することは賢明ではありません。同様に、シリコーン封止されたLEDやプラスチック光学部品は、さまざまな有機蒸気にさらされると破損する可能性があるため、使用を検討している熱伝導性接着剤との相性を確認することをお勧めします。